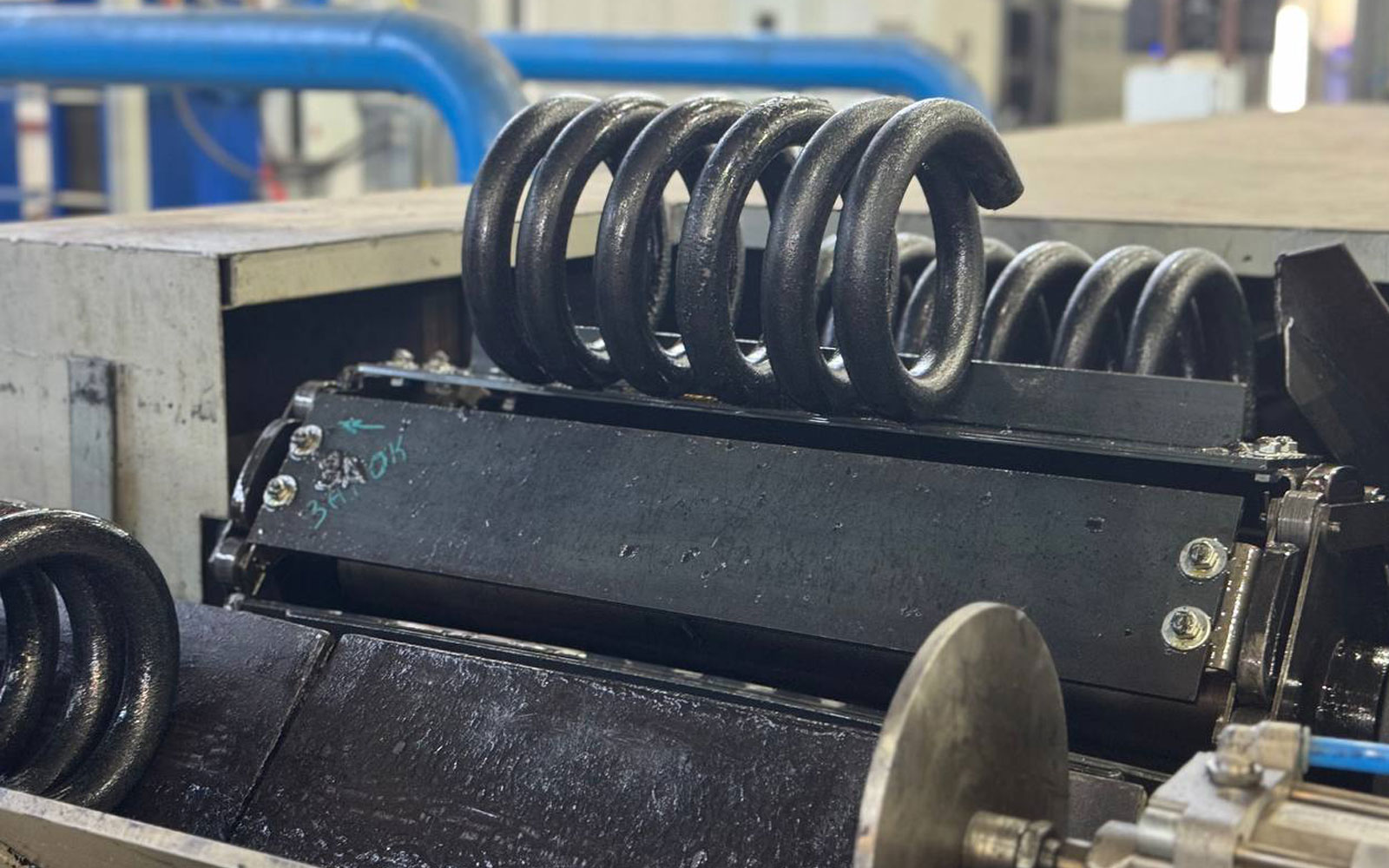
Ыстық орау желілерінің автоматтандырылған өндірісі
Процестер тапсырыс берушінің оңтайлы бюджеті бойынша берілген мерзімде әртүрлі күрделіліктегі тапсырыстарды орындауға мүмкіндік бере отырып, тартпалы өндіріс қағидаты бойынша құрылған.
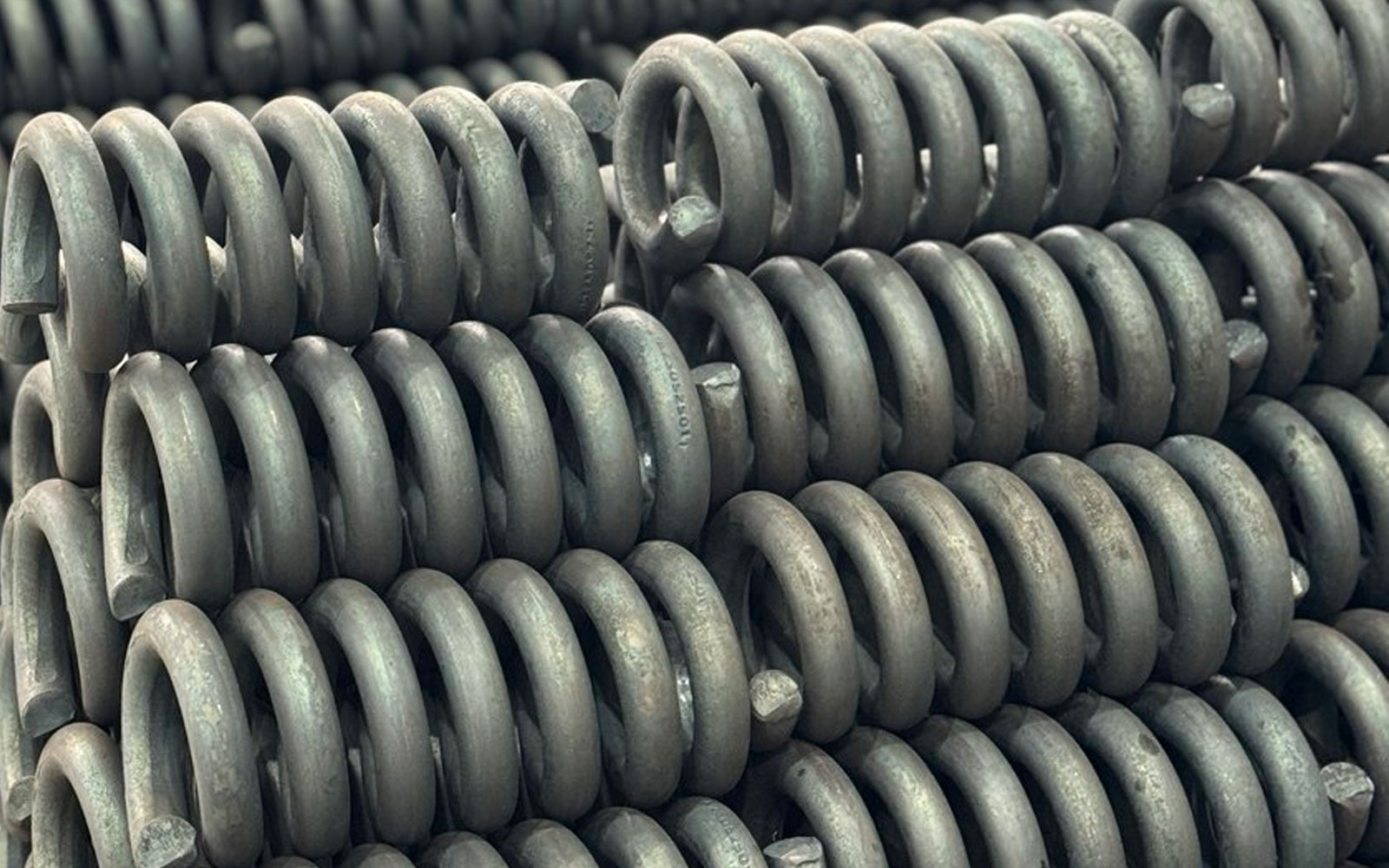
Серіппе өндірісі
Серіппелі өндірістің автоматтандырылған желісі технологиялық процесті басқарудың бірыңғай жүйесіне байланыстырылған. Адам факторының әсері барынша азайтылған.
Темір жол серіппесін өндіру кезеңдері:
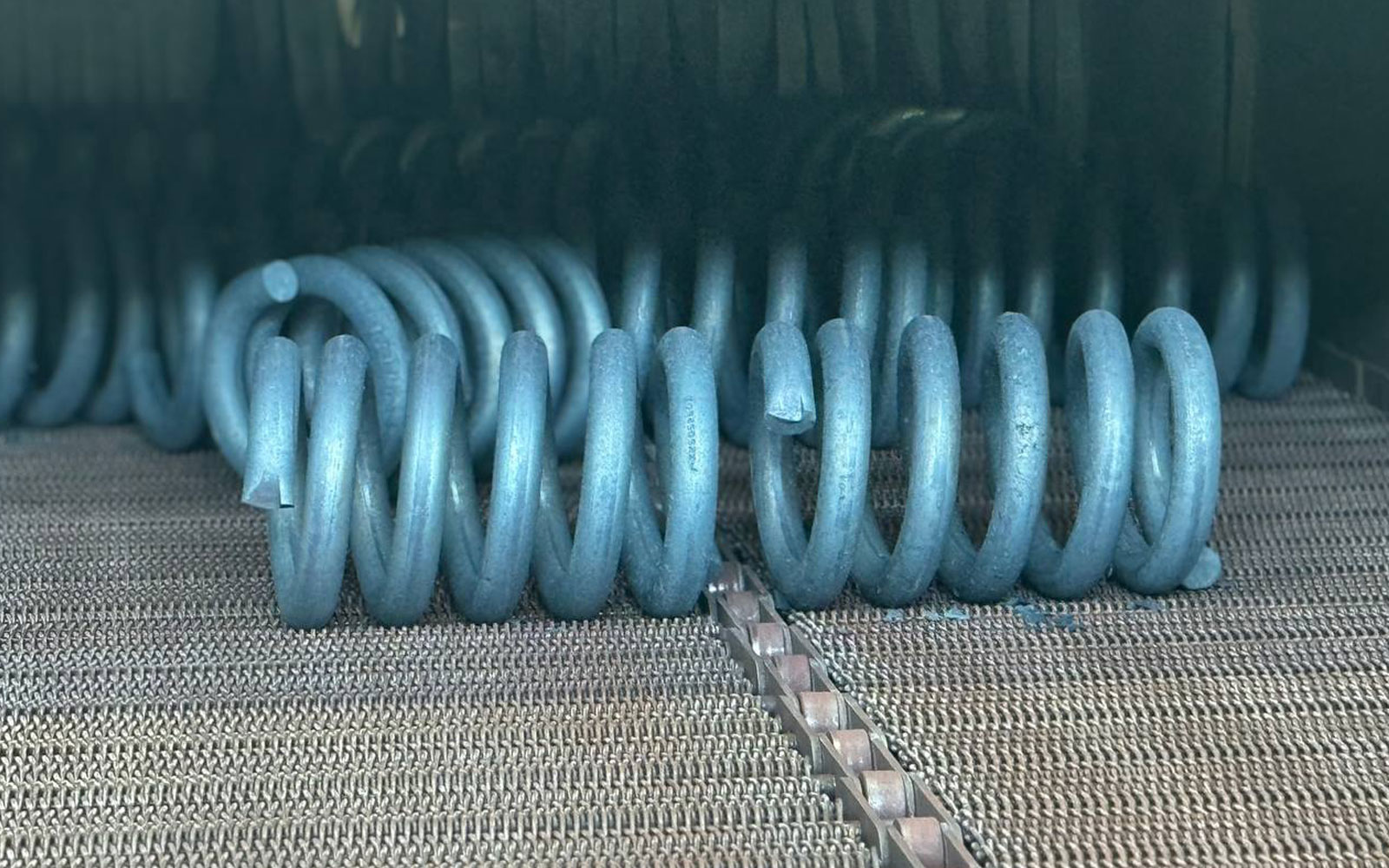
Шыбықшаны индукциялық қыздырумен калибр үстіне ыстықтай орау.
Серіппенің майын шыңдау - болат беріктігін нығайту, микроқұрылымын өзгерту және қаттылық көрсеткіштерінің артуы
Қажетті қаттылықты алу және кернеуді түсіру үшін пештерде термиялық өңдеу.
Пайдалы қалдық кернеу мен серпімділік қорын жасау үшін көп реттік қысу.
Серіппенің тіректік шетжағын қалыптастыру екі кезеңде жүргізіледі: алдын ала және таза өңдеу.
Серіппенің циклдік ұзақтығын арттыру үшін серіппелерді бытырамен бекіту.
Дефектоскопия - магнитті-ұнтақты әдіспен бұзбайтын бақылау бекеті.
Сынау машиналарында жүк сипаттамаларын тексеру.
Серіппені жабындау – коррозиядан қорғау және эстетика.
Кәсіпорын таңбалау және орауды клиент процестерінің талаптарына сәйкес әртүрлі нұсқаларда қамтамасыз етеді.
Темір жол серіппелеріне арналған шикізат
Болаттың серіппелі маркалары
EN 10089 бойынша 51CrV4, 14959-2016 МемСТ бойынша 60С2А, 60С2ХА, 60С2ХФА, 51ХФА, 65С2ВА
Дайындаманың сапасын бақылау бірнеше кезеңнен тұрады, жеткізушіні таңдауға жауапты көзқарас, аудит жүргізу, тәжірибелік партияны пысықтау сәтінен бастап. Сериялық жеткізілімдер аясында зауыт зертханасында физикалық-механикалық қасиеттері, микроқұрылым химиясы бақыланады.